Exercício de Chanfro

Exercício de Circular e Circular Polar

Exercicio de Circular Tangente

Ciclo de Cavidades Circular e Retangular, cilcos 252 e 251

Exercício com Ciclso SL (14, 20, 22 e 24)
Exercício
Elaborar dois programas, um em coordenadas absolutas e o outro em coordenadas incrementais do desenho abaixo. Profundidade de corte igual a 5mm, sentido de trabalho horário, utilizar a compensação da ferramenta.

Coordenadas Absolutas
BEGIN PGM Absoluto MM
BLK FORM 0.1 Z X 0 Y0 Z - 50
BLK FORM 0.2 X 100 Y 100 Z 0
TOOL DEF 01
TOOL CALL 01 Z S3000
L X -20 Y -20 R0 FMAX M3 M7
L Z - 5 R0 F5000
L X 10 Y 10 RL F 800
L Y 90
L X 90
L Y 20
L X 10 Y 10
L X -20 Y -20 R0 FMAX
L Z 200 R0 FMAX M 09
TOOL CALL 00
M30
Coordenadas Incrementais
BEGIN PGM Incremental MM
BLK FORM 0.1 Z X 0 Y0 Z - 50
BLK FORM 0.2 X 100 Y 100 Z 0
TOOL DEF 01
TOOL CALL 01 Z S3000
L X -20 Y -20 R0 FMAX M3 M7
L Z - 5 R0 F5000
L IX 30 IY 30 RL F 800
L IY 80
L IX 80
L IY - 70
L IX -80 IY - 10
L IX -30 IY -30 R0 FMAX
L Z 200 R0 FMAX M 09
TOOL CALL 00
M30

BEGIN PGM XXXX MM
BLK FORM 0.1 Z X 0 Y0 Z 0
BLK FORM 0.2 X 70 Y60 Z - 50
TOOL DEF 01
TOOL CALL 01 Z S2000
L X -40 Y28 R0 FMAX M3 M7
L Z – 20 R0 F5000
L X 0 Y 28 RL F1000
L X 15
CR X 20 Y 35 R+6 DR -
L X 75
L Z 200 R0 FMAX M9
TOOL CALL 0
M30

BEGIN PGM SSSS MM
BLK FORM 0.1 Z X 0 Y 0 Z -50
BLK FORM 0.2 X 60 Y70 Z 0
TOOL DEF 01
TOOL CALL 01 Z S5000
L X -30 Y 28 R0 FMAX M3 M7
L Z-20 R0 F5000
L X 0 Y 28 RL F1000
L X 20,36
CT X 44 Y 15
L X 60 Y 8
L X 65
L Z200 R0 FMAX M9
TOOL CALL 00
M30

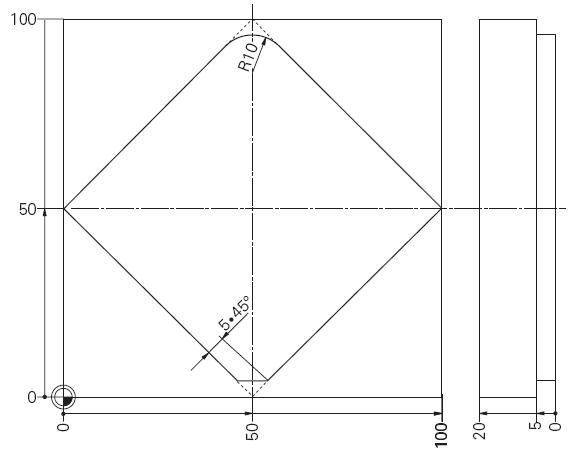
BEGIN PGM BBB MM
BLK FORM 0.1 Z X 0 Y 0 Z -20
BLK FORM 0.2 X 100 Y 100 Z 0
TOOL DEF 01
TOOL CALL 01 Z S4000
L X -20 Y -20 R0 FMAX M3 M7
L Z -5 R0 F5000
L X 5 Y 5 RL F1000
L X 5 Y 85
RND R10 F200
L X 30 Y 85 F1000
CR X 70 Y 95 R +30 DR – F200
L X 95 F1000
L X 95 Y 40
CT L X 40 Y 05 F200
L X 05 F1000
L X -20 Y -20 R0 FMAX M9
L Z200 Ro FMAX
TOOL CALL 0
M30

Circular normal
BEGIN PGM Circulo MM
BLK FORM 0.1 Z X 0 Y 0 Z -20
BLK FORM 0.2 X 100 Y 100 Z 0
TOOL DEF 01
TOOL CALL 01 Z S4000
L X -20 Y 50 R0 FMAX M3 M7
L Z -10 R0 F5000
L X 0 RL F1000
CC X 50 Y50
C X 0 Y 50 DR -
L X -20 Y 50 R0 FMAX M9
L Z200 R0 FMAX
TOOL CALL 0
M30
Circular polar
BEGIN PGM Circulo MM
BLK FORM 0.1 Z X 0 Y 0 Z -20
BLK FORM 0.2 X 100 Y 100 Z 0
TOOL DEF 01
TOOL CALL 01 Z S4000
CC X 50 Y 50
LP PA 180 PR 70 R0 FMAX M3 M7
L Z -10 R0 F5000
LP PR 50 RL F1000
CP PA 180 PR 50 DR -
LP PA 180 PR 70 R0 FMAX M9
L Z200 R0 FMAX
TOOL CALL 0
M30

BEGIN PGM CHF com Laço MM
BLK FORM 0.1 Z X 0 Y 0 Z -50
BLK FORM 0.2 X 100 Y100 Z 00
TOOL DEF 01
TOOL CALL 01 Z S2500
L X -20 Y -20 R0 FMAX M 3 M 7
L Z0 R0 F5000
LBL 01
L IZ -1 R0 Fmax
L X 5 Y 5 RL F800
L Y96
L X95
CHF 10
L Y5
CHF 20
L X 5
L X -20 Y -20 R 00 Fmax
CALL LBL 01 REP 04
L Z 200 R0 FMAX M9
TOOL CALL 0
M30

BEGIN PGM laço e sub MM
BLK FORM 0.1 Z X 0 Y 0 Z -50
BLK FORM 0.2 X 100 Y 100 Z 00
TOOL DEF 25 topo 2mm
TOOL CALL 25 Z S 8000
L X 15 Y 15 R0 Fmax M03 M07
L Z2 R0 F5000
Call LBL 01 (chamada de sub programa)
L X 50 Y 50 R0 Fmax
Call LBL 01 (chamada de sub programa)
L Z200 R0 Fmax M09
Tool Call 0
M02
LBL 01 (sub programa)
L Z 0 R0 F800
LBL 02 (laço de repetição)
L I Z -1 R0 F800
L IX -5 RR
L IY 5
L IX 10
L IY -10
L IX -10
L IY 5
L IX 5 R0 FMAX
CALL LBL 02 REP 09
L Z 10 R0 FMAX
LBL 00
Faça o programa da peça abaixo seguindo as seguintes orientações:
Bloco 100x100x50, profundidade de corte 20mm, incremento 3, a ilha deve ser feita com laço de repetição e a cavidade com subprograma e laço, usar duas fresas.
O zero peça esta no canto inferior esquerdo. Usar fresa de topo de 5mm de diâmetro

BEGIN PGM AAA MM
BLK FORM 0.1 Z X 0 Y 0 Z - 50
BLK FORM 0.2 X 100 Y 100 Z 0
TOOL DEF 5 (topo 5mm)
TOOL CALL 5 Z S 4000
L X -20 Y - 20 R0 FMAX M3 M7
L Z0 R0 F5000
LBL 01 (ilha)
LIZ -1 R0 F2000
L X10 Y10 RL F800
L Y40
L X20 Y50
RND R5
L X10 Y60
L Y90
CHF 5
L X30
CR X50 Y90 R + 10 DR+
L X60
CT X90 Y75
L X95 Y55
L X10 Y10
L X-20 Y-20 R0 FMAX
CALL LBL 01 REP 19
L Z20 R0 FMAX
L X90 Y10 Z10 RL F5000
L Z0 F800
CALL LBL 02
L Z200 R0 FMAX M09
TOOL CALL 00
M02
LBL 02
LBL 03
L I1Z-1 RL F800
L X90 Y45
L X50 Y10
L X90 Y10
CALL LBL 03 REP 19
LBL 00

01- Cabeçalho , BLK FORM , DEF E CALL de ferramenta, localização X-30 Y 50.
02- L X5 Y-10 RL F5000
03- L Z-20
04- L Y 30
05- CC Obs em branco, assume o valor de X e Y anteriormente programado.
06- LP PR 28 PA 30 OU ( LP IPA -60 PR 28 )
07- CC
08- LP PR 15 PA 0 OU ( LP IPA -30 PR15)
09- L Y0
10- L Y-10 R0 FMAX
11- L Z 200 R0 FMAX
12- TOOL CALL 0
13- M30

BEGIN PGM cc em branco MM
BLK FORM 0.1 Z X 00 Y 00 Z -50
BLK FORM 0.2 X 100 Y 100 Z 00
TOOL DEF 01
TOOL CALL 01 Z S2000
L X -50 Y -50 R0 FMAX M3 M7
L Z 0 R0 F5000
LBL 01
L IZ -5 R0 F800
L X 5 Y 6 RL
L Y 40
CC
LP PR 30 PA 60
CC
LP PR 40 PA 33 ou LP PR 40 IPA -27
CC
LP PR 80 IPA -90 ou LP PR 80 IPA 270
(absoluto este angulo é 303 graus)
L X 5 Y 6
L X -20 Y -20 R0 Fmax
Call LBL 01 REP 3
L Z 200 RO FMAX M9
TOOL CALL 0
M30

BEGIN PGM furação MM
BLK FORM 0.1 Z X 0 Y0 Z -50
BLK FORM 0.2 X 120 Y 120 Z 0
TOOL DEF 14 broca diametro 12mm
TOOL CALL 14 Z S 1200
L X 60 Y 60 R0 FMAX M3 M7
L Z20 R0 F 5000
CICLO DEF 200
Parâmetros:
Q200 = 02 Distancia de segurança;
Q201= 20 Profundidade final;
Q202= 02 Incremento por passada;
Q203= 0 Coordenada da superfície;
Q204= 10 2ª Dist. de segurança;
Q206= 30 Avanço ao furar;
Q210= 1 Tempo de esp. em baixo
CICLO DEF 220
Q241 = 8 Quant. de furos
Q244= 80 Ø circulo dos furos
Q245= 0 Ângulo 1º furo
Q246= 315 Ângulo último furo
Q247= 45 Ângulo entre furos
Q216= 60 Coord. centro em X
Q217= 60 Coord. centro em Y
L Z 200 R0 Fmax M9
TOOL CALL 00
M30